
The bullwhip effect is a concept that explains inefficiency in the Supply Chain. This inefficiency results from demand forecast variation, which ripples from retailers to manufacturers.
The primary effect of the bullwhip effect is excess inventory and cost.
In today’s article, I’ll look at the bullwhip effect in Supply Chain in detail, explaining what it is, what its impacts are, and what you can do to mitigate it.
I’ll be covering:
- What is the Bullwhip effect on Supply Chain?
- Supply Chain Bullwhip Effect Example
- The result of the bullwhip effect
- What is the impact of the bullwhip effect in the supply chain?
- Effects of the bullwhip effect
- How can the supply chain reduce the bullwhip effect?
What is the Bullwhip effect on Supply Chain?
The bullwhip effect helps describe inefficient variations in inventory between participants in the supply chain, resulting from variations in demand and inaccurate forecasting as you progress throughout the participants.
We can illustrate the effect through the diagram below.
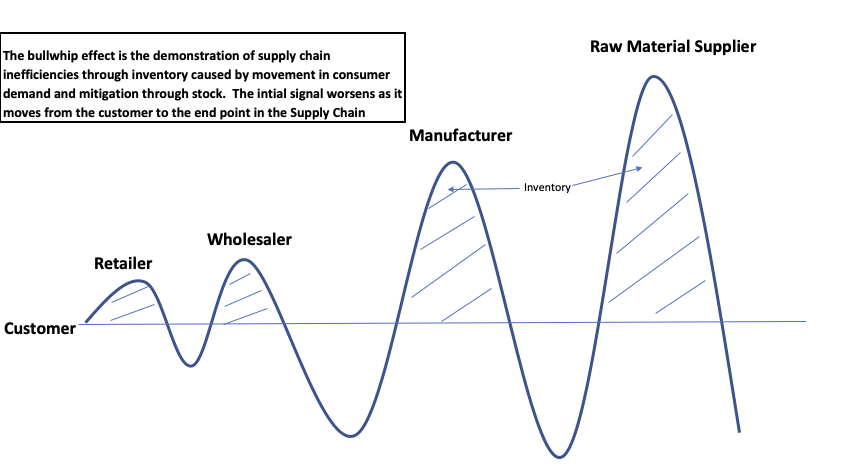
As you can see, as we move along, the supply chain buffers increase, and forecast accuracy decreases.
The bullwhip effect results in manufacturers having higher levels of inventory than required, with forecast accuracy being poor.
Supply Chain Bullwhip Effect Example
In our simplified example below, we have several participants.
- The retailer who sells the product to the end-user
- The wholesaler who acts as an intermediary between the retailer and the manufacturer. Here, lead time is relatively short.
- The manufacturer who produces the product and sells it to the wholesaler. Here lead time is moderate.
- The raw material supplier who provides raw materials to the manufacturer. The raw material lead time is long.
Each participant forecasts demand, and each participant holds inventory.
The retailer
The retailer sells on average 15 pairs of sunglasses per day in the summer. They have a lead time of three days from the wholesaler.
Following a particular sunny spell, sales increase – doubling to 30 per day.
To meet demand, the retailer updates his sales forecast and places orders the wholesaler to cover 40 units covering:
a. The existing demand
b. A level to cover potential increase (to avoid stock-outs)
The wholesaler offers the retailer a batch break per 50 units, reducing the price per item, which the retailer accepts.
The lead time is three days, so the retailer:
- Updates their demand forecast to 30 units per day
- Places orders for 150 units, covering the forecast and taking advantage of the batch break price.
The Wholesaler
Taking note of the revised demand profile, the wholesaler’s position is led by two factors:
- A desire to protect themselves from stock-outs
- Moderate lead times of a month when placing orders with the manufacturer.
As a result, they also buffer their demand, increasing their standard order on the manufacturer to cover their forecasted position of c350 units per week + a level of buffer stock.
With a month’s lead time, they place orders on the manufacturer for 1,400 units.
The manufacturer
The manufacture receives the order from the supplier and sees that the order exceeds their demand forecast.
They have a lead time of two months with the raw material supplier.
They react in three ways:
- They increase their manufacturing run to cope with the increase in demand.
- They revise their demand forecast up to 1600 units per month.
- The order further raw materials. They order sufficient materials to manufacture 400 units per week, covering the current demand + extra to cope with further spikes.
With a two-month lead time, they order 3,200 units worth of raw material.
The material Supplier
At the end of the chain, the raw material supplier updates their forecast and increases raw material production, similar to the other participants.
They update their production schedule to produce c400 units worth of raw materials per week.
The result of the bullwhip effect
Whilst our example is simplified (few supply chains only consist of four participants!!), you can see that the net result of this process is:
- Excess stock at each position
- Inaccurate forecasting (against the actual end-user consumption)
- Poor decision-making is driven by spikes in demand, lead time considerations, pricing options.
The difference is the actual demand (30 units per day or 210 per week as opposed to the forecast position of the raw material supplier of 400 units per week).
What is the impact of the bullwhip effect in the supply chain?
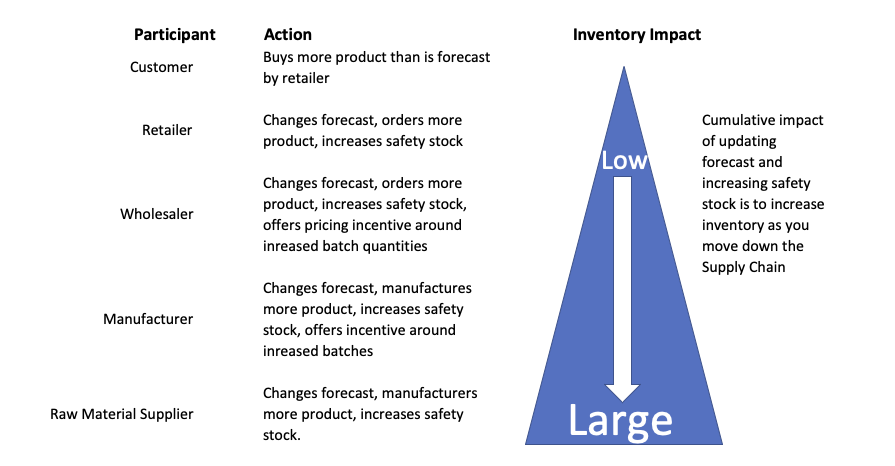
Participants within the supply chain use demand forecasting & buffer stock to prevent stock-outs from occurring.
Changes to demand forecasting take place where there is variability in the demand signal.
When we multiply this issue between the number of stakeholders, this can result in significant stock levels between the point of sale operations and the eventual manufacturer.
Demand variability drives several key actions:
· Updating of demand forecasts
· De-risking position and ordering higher levels of stock
· Potential rounding of orders or ‘batching.’
· Possibility of batching to take advantage of price breaks
The net result of all of this is to place significantly more ‘stock’ in the system than is actually required.
Effects of the bullwhip effect
There are several effects of the bullwhip effect in the supply chain.
1/ Increased stock levels throughout the supply chain
2/ Poor demand forecasting
3/ False demand created at various stages where new sources of supply are selected
4/ Overstock where *actual demand* reduces
5/ Increased expenditure on stock that is not needed
6/ Forecasting errors that worsen as you progress deeper into the supply chain.
7/ Increased levels of risk should customer demand reduce.
How can the supply chain reduce the bullwhip effect?
Given the issues that the bullwhip effect can create in the supply chain, what actions can be taken to reduce its occurrence?
There are several options.
- Accept that the bullwhip effect happens and put plans in place to mitigate it.
- Have closer integration between participants in the supply chain with a focus on sharing data to improve forecast accuracy
- Accept that there will be fluctuations in demand, aim for a deeper understanding of what they are and when they occur i.e.
- Changes throughout the product lifecycle
- Catering for complex geographical regions/boundaries
- Incorporating plans for obsolescence
- Actively reduce lead time, removing the need for buffer stock.
- Have greater clarity over the requirements for (and levels) of safety stock.
- Actively drive forecast accuracy through appropriate KPI’s
- Change forecasting methods if accuracy falls below desired standards.
- Ensure procurement policies incorporate mitigation against the bullwhip effect.
- Improve understanding between purchasing and demand planning
- Provide clarity over cost incentives.
Summary
Hopefully, this article has provided you with a level of understanding of the Supply Chain bullwhip effect.
Whilst this model has been around for some time, it’s perhaps surprising to see that its impact is still commonplace.
All too often, supply chains are driven to ensure availability and cost, which can act counterintuitively to what’s actually needed.
How does your organization mitigate the bullwhip effect? As ever, we’d love your feedback; you can reach us on Twitter (@sanbustrain) or via the comments section below.
This article is part of our Supply Chain Management guide.